

The frequent occurrence of loose components in SMT assembly leads to reduced production efficiency, material wastage, quality risks and delivery delays. This article analyses the causes of loose components, including pick-up failures, component ejection and material loss, and systematically outlines three key solutions: equipment optimisation, material management and software support, whilst providing practical case studies on cost reduction and efficiency improvement.

1.Basic Process Flow of SMT Assembly
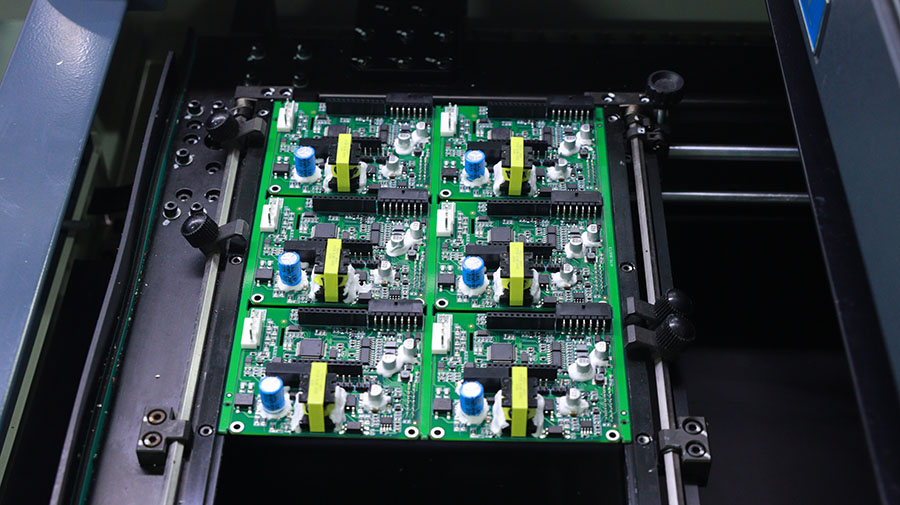
SMT assembly typically comprises four steps. Solder paste is applied to the PCB via screen printing or dispensing, ensuring precise coverage of the PCB pads. The placement machine positions components rapidly and accurately onto the pads according to the design programme. Reflow soldering involves passing the PCB through a reflow oven to melt and solidify the solder paste, forming secure solder joints. Inspection and rework: Soldering defects are identified and corrected through AOI (Automated Optical Inspection) or manual inspection.

2.Common Types of Component Spill Issues
Component spill typically refers to components that have not been mounted accurately or have been lost, and these components may accumulate on the production line.
Component pick-up failure is a common issue, where the vacuum nozzle fails to correctly pick up components from the feeder. Component rejection occurs when the placement machine fails to accurately identify or place a component, resulting in its discard. Material wastage occurs when components fall or are damaged during transport, storage or loading.
3. Impact of Loose Component Issues
If not handled properly, loose component issues can have four main consequences. Reduced production efficiency: frequent machine stoppages to check for loose components lead to a decline in production line efficiency. Material wastage: the loss or damage of components directly increases production costs. Product quality issues: loose components can result in missing or incorrect parts, potentially affecting the functionality and reliability of the circuit board. Delivery delays: Frequent rework due to loose component issues extends delivery lead times, affecting customer satisfaction.
4.Equipment Optimisation and Maintenance Measures
Adjust SMT machine parameters: Regularly calibrate the nozzle suction pressure and recognition accuracy to prevent pickup failures or misidentification. Clean equipment regularly: Clean the nozzles and placement heads to ensure stable suction force. Optimise feeder configuration: Arrange trays and feeders rationally to reduce component loss during material changeovers.

5.Improvements to Material Management
Improve packaging and transport by selecting shock-resistant and anti-static packaging to reduce component damage during transit. Optimise the loading process by standardising operator training and operational procedures to prevent component spillage caused by operational errors.

6.Software-Assisted Control Measures
Utilise intelligent monitoring software on the placement machine to detect anomalies during the placement process and make timely adjustments. The production line MES system tracks materials via the MES system to rapidly pinpoint the source of spillage.

7.Case Studies and Results
A client previously experienced component wastage as high as 5% due to spillage issues. Following the implementation of SMT machine upgrades, improvements to material packaging, and optimisation of operational procedures, the spillage rate was reduced to below 1%, saving over 20,000 yuan per month. This demonstrates that systematically addressing spillage issues can significantly improve production efficiency and cost control.

Conclusion
SMT material spillage issues require systematic management across three dimensions: equipment, materials and software. Regular calibration and maintenance of equipment, standardisation of packaging and operational procedures, and the deployment of intelligent monitoring and traceability systems can effectively reduce the spillage rate to below 1%, achieving the dual objectives of improved production efficiency and material cost savings.