


Industrial control boards must meet stringent requirements, including 24/7 continuous operation, wide temperature range operation, resistance to vibration and shock, and a service life of over 15 years. This article analyses the seven key process control points for industrial-grade
SMT manufacturing, covering material selection, stencil design, solder paste printing, high-precision placement, reflow soldering, quality inspection, and environmental adaptation treatment.

1.Stringent Requirements for Industrial Control Board SMT Processing
As the core control unit of industrial automation equipment, industrial control boards must meet four key performance indicators. 24/7 continuous operational stability to ensure uninterrupted production line operation. Operational capability across a wide temperature range of -40°C to 85°C to adapt to extreme industrial environments. Mechanical strength resistant to vibration and shock to ensure reliable operation of equipment during movement or in impact scenarios. An exceptionally long service life of over 15 years to reduce the lifecycle maintenance costs of industrial equipment.

2.Material Selection and Validation System
We have established qualification standards for industrial-grade components to screen for highly reliable materials at the source. Key IC devices utilise automotive-grade temperature specifications to withstand harsh environments. For PCB substrates, we select FR-4 boards with a glass transition temperature (TG) of 170°C or higher to prevent delamination at high temperatures. For solder paste, we use no-clean No. 3 powder alloy solder to balance soldering performance with residue control.

3. Stencil Design Optimisation Plan
The stencil standards for industrial control boards are significantly higher than those for conventional products. Opening accuracy has been improved from ±25 micrometres to ±15 micrometres to ensure consistent solder paste transfer. Stencil thickness ranges from 0.10 to 0.13 millimetres, finely adjusted according to component density. The nano-coating process has been upgraded from an optional feature to a mandatory requirement, improving solder paste release and reducing printing defects.
4.Precision Control of Solder Paste Printing
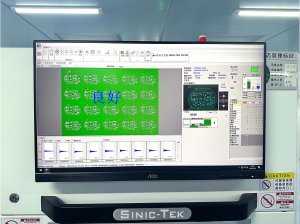
Fully automated vision-guided printers are employed, achieving a precision of ±0.01 mm. SPI 3D solder paste inspection is conducted every two hours to monitor volume, height and area deviations in real time. Ambient temperature and humidity are maintained at 23 ± 2 °C and 45 ± 5% RH, eliminating the impact of environmental factors on print quality.

5.High-Precision Placement Process
Equipped with high-precision modular placement machines capable of handling 0201 micro-components. BGA component placement accuracy reaches ±0.025 mm, ensuring precise alignment of the ball grid array. Customised nozzle solutions are employed for irregularly shaped components to address the challenges of picking up non-standard packages.
6.Stepwise Reflow Soldering Profile
We utilise a 10-zone nitrogen-protected reflow soldering system to prevent oxidation and enhance solder joint quality. A dedicated temperature profile is set for control boards, with a preheating ramp rate of 1 to 2 degrees Celsius per second to minimise thermal shock. The constant-temperature zone is maintained at 150 to 180 degrees Celsius for 90 seconds to fully activate the flux. The peak temperature is 245 ± 5 degrees Celsius, meeting lead-free process requirements.

7. Six-Tier Quality Inspection Barrier
A six-tier quality inspection barrier has been established. AOI (Automated Optical Inspection) achieves a detection rate of ≥99.9%, intercepting cosmetic defects. X-ray inspection detects hidden BGA solder joints, identifying voids and cold solder joints. ICT (In-Circuit Testing) verifies electrical performance. FCT (Functional Burn-in Testing) conducts a 72-hour burn-in test to screen for early failures. Inspection of conformal coating thickness ensures uniform protection. A 48-hour salt spray test verifies corrosion resistance.

8. Military-Grade Environmental Adaptation Treatment
Military-grade environmental adaptation treatment is implemented. A nano-level triple-proof coating is applied with a thickness of 20 to 50 micrometres to provide protection against moisture, dust and salt spray. A thermal grease filling process enhances heat dissipation and reduces thermal stress. A secondary reinforcement scheme for connectors enhances the reliability of mechanical connections and prevents loosening due to vibration.
Conclusion
SMT assembly for industrial control boards requires the establishment of a rigorous process system across seven key dimensions: materials, design, printing, placement, soldering, testing and protection. Only when every stage meets industrial control-grade standards can the product be guaranteed to operate stably over the long term in harsh industrial environments, thereby satisfying the reliability requirements for core control units in smart manufacturing.