



Outsourcing PCBA production is one of the highest-leverage decisions in a hardware product’s lifecycle. Choose well, and your path to market becomes predictable. Choose poorly, and you inherit a chronic source of delays, defects, and emergency calls at the worst possible moments. This framework provides a systematic approach to evaluating PCBA manufacturers — one that separates genuine capability from marketing veneer.

Phase 1: Self-Diagnosis — Document Your Requirements Before Contacting Anyone
Before engaging a single supplier, define your constraints with precision. Vague requirements yield vague quotes and expensive surprises.
Volume Trajectory: Are you validating a concept (5–50 units), preparing for pilot market launch (200–2,000), or feeding a supply chain consuming 50,000+ units monthly? Manufacturers optimize for different volume bands. A prototype specialist will struggle with mass production consistency; a high-volume factory will not prioritize your 10-unit job.
Complexity Signature: Count your BGAs, QFNs, and components below 0402 size. Note your finest pitch (0.3 mm? 0.4 mm?). Identify any through-hole components requiring selective soldering. List unusual requirements: rigid-flex construction, impedance-controlled RF traces, or heavy copper power layers. This complexity fingerprint determines which factories are genuinely qualified — not merely willing — to build your product.
Temporal Pressure: Standard lead times run 3–5 weeks for turnkey production. If your business case demands 10-day turnaround, you are shopping in a different market segment with different pricing and different risk tolerance. Be honest about this upfront.
Regulatory Domain: Consumer electronics tolerate IPC-A-610 Class 2 workmanship. Medical implants demand Class 3 plus ISO 13485 quality systems. Automotive supply chains require IATF 16949 and PPAP documentation. Aerospace triggers AS9100 and full material traceability. Each regulatory tier shrinks your qualified supplier pool and expands your documentation burden. Do not overspecify, but never underspecify.
Procurement Model: Turnkey means the manufacturer sources all components — convenient, but you pay their markup and accept their substitution decisions. Consignment means you supply components — lower material cost, but you assume procurement risk and inventory responsibility. Partial turnkey splits the BOM. Your model choice fundamentally affects which manufacturers will quote competitively.
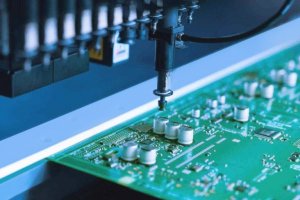
Phase 2: Technical Capability Audit — Separating Real Equipment from Marketing Claims
Manufacturers publish capability lists. Verify them with specificity.
Assembly Equipment Verification
Request specific model numbers, not vague brand names:
- Placement machines:Panasonic NPM series? ASM SIPLACE? Yamaha YRM? These represent different accuracy classes and feeder ecosystems.
- Reflow ovens:Heller? Rehm? How many zones? Nitrogen capability? Profile logging and storage?
- Inspection systems: Which AOI brand and model? Does X-ray offer 3D CT reconstruction or only 2D transmission? Is SPI (Solder Paste Inspection) implemented or only planned?
- Testing infrastructure: Flying probe ICT (universal but slow) or bed-of-nails fixture ICT (fast but requires custom fixtures)? Environmental chamber availability for burn-in?
A manufacturer reluctant to disclose equipment specifics is either using outdated machinery or renting capacity from a third party — both scenarios are relevant to your risk assessment.

Process Documentation Review
Ask for documented evidence from recent production:
- Reflow profile graphs from a run similar to your technology mix
- AOI false-call rates and operator override statistics
- X-ray void percentage distributions for BGA assemblies they have built
- First-article inspection reports showing dimensional and electrical validation
Documented process control beats verbal assurances. A factory tracking CpK (process capability index) on paste print volume and placement accuracy is running a modern operation. One that cannot produce these metrics is managing by intuition, not data.

Phase 3: Quality System Architecture — Certifications Are Table Stakes
Certificate Verification
Do not accept logo displays. Request certificate numbers and verify current validity through the issuing body’s online registry:
| Standard | Governing Body | Online Verification |
| ISO 9001:2015 | Accreditation body (UKAS, ANAB, etc.) | Body-specific registrar portal |
| ISO 13485:2016 | Same as above | Same as above |
| IATF 16949:2016 | International Automotive Task Force | iatfglobaloversight.org |
| AS9100D | IAQG | oasiscert.com |
| IPC-A-610 | IPC (trade association) | Training record request |
| RoHS / REACH | Various national bodies | Supplier declaration review |
Certifications are table stakes, not differentiators. Their absence disqualifies; their presence merely permits further evaluation.
Quality Process Depth
Probe beneath the certificate surface:
- Incoming inspection: Do they verify component authenticity against known counterfeit databases? Counterfeit semiconductors are a billion-dollar global problem.
- MES traceability: Can they tell you which reel of capacitors populated lot number XYZ, board 47 of 500, shipped on a specific date?
- Rework discipline: Are rework procedures written, enforced, and audited? Is reworked product re-inserted into the full inspection stream or shipped with reduced testing?
- Escalation protocol: When a defect trend emerges, who is notified and within what timeframe? Is there a documented 8D problem-solving process?
A mature quality system feels bureaucratic to the unprepared. That is precisely the point. Ad-hoc heroics are entertaining in movies; in manufacturing, they are liability nightmares.
Phase 4: Communication Assessment — The Most Overlooked Selection Criterion
Technical capability means nothing if information flows like molasses. Evaluate communication before signing contracts, when the manufacturer is still attempting to win your business — this represents their best behavior.
Response Velocity: Time your inquiry-to-meaningful-response latency. Under 24 hours for technical questions is acceptable. Under 4 hours is exceptional. Over 72 hours during business days is a warning signal.
Engineering Engagement: Submit a design with a known manufacturability issue — a tombstone-prone pad pair, an insufficient test point, or a component placed too close to a board edge. A quality manufacturer returns DFM feedback flagging the issue before you ask. A poor one either stays silent or confirms your flawed design without question. The former protects you; the latter costs you.
Timezone and Language Friction: If your manufacturer is 12 hours ahead, your 9 AM question arrives at their 9 PM. Establish communication protocols: shared project management platforms (Jira, Monday, Asana), designated overlap hours for synchronous discussion, and clear escalation paths for urgent issues.
Vocabulary Precision: Technical concepts require precise language. Miscommunication about “lead-free” versus “lead-free compatible” or “RoHS compliant” versus “RoHS exempt” can destroy a production run. Confirm understanding with written summaries, not merely verbal agreement.
Phase 5: Financial Transparency — Understanding the Full Cost Stack
A PCBA quote comprises multiple cost layers. Demand itemization:
| Cost Layer | Typical Range | What Drives Variation |
| NRE (Non-Recurring Engineering) | $500–$5,000 | Stencil, programming, fixture design — one-time setup |
| Tooling | Stencil: $100–$300; ICT fixture: $2,000–$10,000 | Geometric complexity and test coverage requirements |
| Assembly labor (per component) | $0.02–$0.15 | Volume, component size, and placement difficulty |
| Component procurement | BOM cost + 10–25% handling | Turnkey markup; consignment eliminates this entirely |
| Testing | AOI: included;
X-ray: $0.50–$2/board; ICT/FCT: $5–$50/board |
Coverage depth and fixture requirements |
| Conformal coating | $0.50–$3/board | Material type (acrylic vs. parylene) and coverage area |
| Logistics | Variable | Domestic vs. international; customs duties if applicable |

Pricing Red Flags:
- Quotes 40%+ below market without clear justification (substitution risk, hidden fees, or unsustainable pricing designed to win business)
- Flat unit pricing that ignores volume breakpoints (suggests lack of cost modeling or experience)
- Refusal to separate NRE from recurring costs (obscures true per-unit economics)
- “All-inclusive” quotes with no testing line items (testing is being skipped or bundled opaquely)
Phase 6: Reference Verification — Trust, But Actually Verify
Request three references from customers with comparable product complexity and volume. Then contact them directly. Ask specifically:
- Defect rate experience:What PPM (parts per million) defect rate have they experienced over the last 12 months?
- Delivery reliability: What percentage of orders arrived within the committed delivery window?
- Crisis response: Describe a time something went wrong. How did the manufacturer respond? Who took ownership?
- Engineering value-add:Has the manufacturer ever caught a design issue that saved you from a costly mistake?
- Scaling experience: If your volume increased 5×, how did the manufacturer adapt? Did quality hold?
Listen for hesitation on questions 1 and 2 — these are measurable, and evasion suggests the numbers are not flattering. Question 3 reveals character under pressure. Question 4 separates transaction-based suppliers from genuine partners. Question 5 predicts your future if the product succeeds.
Phase 7: The Prototype Audition — Never Commit Volume to an Unproven Partner
Structure a prototype engagement as an audition, not a mere sample:
- Order 5–25 units with full production documentation and process stack
- Specify the complete inspection and testing protocol you expect at volume
- Evaluate delivery timing against the committed schedule
- Inspect every board personally — solder quality, cleanliness, component orientation, silkscreen legibility
- Power and functionally test 100% of units, not just a sample
- Document every anomaly, no matter how minor, and assess how the manufacturer responds
A prototype run that generates three issues is informative. One that generates zero issues is either exceptional or insufficiently inspected. The latter is more common than the former.

Warning Signals: When to Disqualify a Manufacturer Immediately
“We don’t need X-ray; our AOI catches everything.”
AOI cannot see under packages. This statement reveals either fundamental technical ignorance or deliberate corner-cutting. Neither is acceptable.
“Your design looks fine to us.”
No design is perfect. A manufacturer that finds nothing to improve has not looked carefully, lacks engineering depth, or is afraid to push back against customer authority.
Certification claims without verifiable certificate numbers.
Fake certificates are rampant in some regions. Verify independently through official registries.
Inability to explain their reflow profile philosophy.
If they cannot articulate why they set peak at 245°C versus 240°C for SAC305, they are not controlling process — they are copying settings without understanding.
No documented rework procedure.
Rework happens in every facility. If there is no written protocol, it is being done arbitrarily — a reliability disaster waiting to manifest in the field.
Pressure to skip prototype validation and go straight to volume.
Any manufacturer urging you to bypass prototyping is prioritizing their short-term revenue over your product’s long-term survival.
No traceability system.
If they cannot tell you which component reel populated a specific board, they cannot perform effective recalls, failure analysis, or continuous improvement.
Decision Matrix: Scoring Your Final Candidates
Apply weighted scoring across these dimensions. Adjust weights to reflect your specific priorities:
| Dimension | Weight | Candidate A Score | Candidate B Score | Candidate C Score |
| Technical capability match | 20% | |||
| Quality system maturity | 20% | |||
| Inspection and testing depth | 15% | |||
| Communication effectiveness | 15% | |||
| Pricing transparency | 10% | |||
| Reference validation | 10% | |||
| Scalability and long-term fit | 10% | |||
| Weighted Total | 100% |
Scores provide structure, not substitution for judgment. Visit the top two candidates if geography permits. The facility’s cleanliness, organization, employee engagement, and overall atmosphere tell stories that spreadsheets cannot capture.
The Central Principle: Partnership, Not Transaction
The optimal PCBA manufacturer is not the cheapest, nor the most prestigious, nor the closest geographically. It is the one whose capabilities overlap your requirements precisely, whose quality systems catch defects before they reach you, whose communication prevents surprises rather than merely reacting to them, and whose business model benefits when your product succeeds.
Treat manufacturer selection as a partnership investment, not a procurement transaction. The relationship you build during evaluation predicts the relationship you will experience when a production crisis hits at the worst possible moment. Choose accordingly.
Frequently Asked Questions About Choosing PCBA Manufacturers
What is the most important factor when selecting a PCBA manufacturer?
Quality system maturity is the most critical factor. A manufacturer with robust inspection (SPI + AOI + X-ray + ICT), documented processes, and measurable defect tracking will save you more money than the cheapest quote ever could. Cheap boards that fail in the field are the most expensive boards.
Should I choose a domestic or offshore PCBA manufacturer?
Domestic manufacturers offer faster shipping, easier communication, and simpler IP protection. Offshore manufacturers (particularly in China, Taiwan, or Vietnam) offer lower labor costs and often deeper component sourcing networks. For prototypes and low-volume production, domestic is usually preferable. For high-volume consumer products with thin margins, offshore often makes economic sense. Many companies use a hybrid: domestic for prototypes and early production, offshore for volume scaling.
What certifications should I look for in a PCBA manufacturer?
At minimum, ISO 9001 for general quality management. For regulated industries: ISO 13485 (medical), IATF 16949 (automotive), AS9100 (aerospace). IPC-A-610 training certification indicates knowledge of industry workmanship standards. Always verify certificate numbers independently.
How do I verify a manufacturer’s quality claims?
- Request certificate numbers and verify through official registries.
- Ask for recent production data: defect PPM, on-time delivery percentage, customer complaint trends.
- Contact three customer references with similar product complexity.
- Place a prototype order and inspect every aspect personally.
- Visit the facility if possible — cleanliness and organization reveal operational discipline.
What is DFM feedback, and why does it matter?
DFM (Design for Manufacturability) feedback is when a manufacturer reviews your design and flags issues that will cause assembly problems — tombstone-prone pads, insufficient test points, components too close to edges. A manufacturer that provides detailed DFM feedback before production is protecting you from expensive mistakes. One that stays silent is either unqualified or unconcerned about your success.
This framework reflects accumulated lessons from procurement professionals, quality engineers, and product managers who have navigated manufacturer selection across consumer, medical, automotive, and industrial domains. Apply it methodically, and choose partners who treat your product’s success as their own. At KEEPBEST, every project begins with a detailed DFM review and a transparent inspection plan. Your product’s reliability and your company’s reputation depend on the rigor you bring to this decision.